Bronze age & bronze drums production
Bronze is alloy comprised primarily of copper, with variable amounts of tin and/or lead. By smelting, a new strong metallic material is obtained, the copper alone being too soft to permit the
making of strong weapons or kitchen pots. This formidable innovation, which necessitated the mining of corresponding ores and a fine control of temperatures to melt them, gave birth to the
so-called Bronze Age coming at the end of the Neolithic age and its stone materials. Consequently the life and organization of peoples changed drastically, from nomadic to sedentary, in relation
to the ores found and their metallurgy. At the present stage of the archaeological knowledge the source of bronze technology was clearly in central China before its appearance in Indochina. Few
scholars argued that these metallurgical progresses could have been independently and locally invented but they probably were born successfully in western Middle East much before, coming slowly
during the second millennium CE via the steppes from their far-away origins much later than initially proposed. If Bronze Age came to the Southeast via central China, next coming Iron Age was
introduced via India or China about 400 BCE.
Not malleable as copper or silver, but harder than pure iron, bronze has unique qualities, “solidity” if not “perpetuity”, maybe “eternity” for devotees, with two basic properties:
- It expands when molten and its fluidness grants the faithful reproduction of every detail inscribed directly in the mould or intermediate wax system.
- It contracts slightly when solidified facilitating any turnout. Overtime, a natural patina s formed on the surface of the tarnished bronze conferring protection and aesthetics to he product. Later some additional “bronzing techniques” had been invented such as zinc with antimony or phosphorus or others to obtain different shades of color. External decorations could be done by such ways as engraving, or inlaying, or enameling, or gilding for succeeding generations of bronzes.
At the present stage, to be surmounted one day, carbon 14 and other modern techniques cannot date precisely bronze alloys but at least we can look at their composition to try to pinpoint their
respective origins if not their age. From the earliest period, tin was introduced to reduce the melting point temperature and increase the metal strength. Tin contents varied greatly from 0.1 to
12%; it was rare, meaning expensive, but conferred to drums better sonorous qualities than lead soon regularly added to increase the flow through the mould, up to 15% for large castings such as
drums. Other metals in small proportion could figure, such as zinc to give a better lustre, or traces of silver or gold sometimes added to probably attest the wealth of the owner.
First, open-mold techniques existed and later piece-mold casting techniques were create.
Stone open moulds were first used to produce bronze pieces. To do so, hot alloy was poured in an open receptacle made of stone or clay, two materials available anywhere at low cost and long in
use during earlier ages. Small bronze basic tools like axes or arrows were so made by gravity before using systems of moulds, often bivalve or producing distinct parts to be assembled at a final
stage. This kind of near-industrialization had a lot of advantages, being cheap and easy to achieve with ordinary people but its resultant qualities were poor, not permitting sophisticated
decorations. To do so wax techniques using pre-decorated clay moulds were invented, the melting alloy taking the place of the wax to reproduce pre-sculpted details—in fact a mix of bee-wax and
vegetal resins was used for these “lost-wax” or “cire-perdue” processes.
It corresponded to the successive steps featured in the basic schemas (Fig. 4) summed up by Charles Higham, authority for bronze studies in Asia. Undoubtedly, the pre-existing and already
mastered ceramic technologies played a key role, giving a good knowledge of the clay material and molding techniques, firing temperatures, processes of cooling, and so on.
Other intermediate and popular techniques (said conké in Vietnam) also existed with the use of small metallic spacing pieces (round or square, in copper or in iron) inserted between the
inner and the outer sculpted clay parts of the moulds, permitting at once a better progression of the hot alloy and to control the thickness of the drum. Resulting holes, in chaplets or not,
where closed or remained at the end on the surface of the drum when cooled.
Finally came “one-piece- lost-wax” casting technique.
It was the more sophisticated step, albeit not generalized, used in the making of drums. It required a great deal of skill during its successive stages, in brief:
- A clay core was produced with a potter’s wheel or around a hard coated axis.
- A wax model (bees-wax + vegetal resins) was created to encase the outside of the core including its decorations with negative (sub-zero level) or positive (above-zero level) designs and protruding parts like handles or high-relief animals added apart.
- A clay crust mould was piled up in direct contact with the wax model, which corresponded exactly to the final drum.
- All was fired in a kiln made of mud or bricks and the molten metal (alloy) was poured, taking place of the wax with the help of adequate channels (said sprues or runners generating or not holes in the drum).
- When cooled, the entire clay mould was broken and the drum appeared with eventual imperfections to be erased posteriorly by whatever means.
With these sophisticated lost-wax techniques, we face a kind of costly process requiring to be fully duplicated if similar pieces are desired but the results were outstanding when compared with the precedent ones issued from basic moulds or piece-mold.
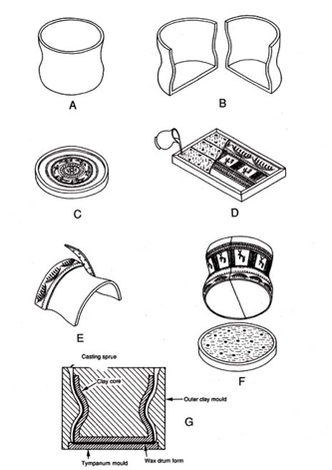
The stages in the casting of a bronze drum (piece-mold-casting-wax technology).
- a, b: A clay core is produced.
- c, d: Wax is poured onto decorated clay.
- e: The sheets of wax are lifted and placed on the clay core.
- f : The two halves of core are then placed over the similarly produced mould for the tympanum. The assemblage is then invested with an outer clay mould and the wax replaced with molten bronze.
- g: The metal runs down the casting sprue, which is a narrow conduit seen in cross section.